 پرینتر سه بعدی
پرینتر سه بعدی 








 کالاهای هوشمند
کالاهای هوشمند













 کالای دیجیتال
کالای دیجیتال

 خدمات
خدمات
 مرکز دانلود و آموزش
مرکز دانلود و آموزش

زمان مطالعه : 13 دقیقه
راهنمای کامل نازل در پرینترهای Bambu Lab

اگه تازه وارد دنیای پرینتر سهبعدی شدید، خیلی زود میفهمید که یکی از مهمترین قطعههای دستگاه، نازله. به زبان خودمونی نازل قطعه ای هست که فیلامنت داخلش ذوب میشه و با حرکت نازل قطعه روی صفحه پرینت میشه، داغ میشه، آب میشه و بعد لایهلایه روی کار میشینه تا مدل چاپ بشه.
فهرست مطالب

شاید از بیرون نازل خیلی چیز مهمی به نظر نرسه، ولی واقعیت اینه که کیفیت چاپ، سرعت چاپ، دقت کار و حتی بعضی از مشکلهای رایج مثل گرفتگی، خیلی وقتها مستقیم به نازل ربط دارن.
برای همین اگر بخوای بهتر چاپ کنی، باید حداقل یه آشنایی خوب با نازلها داشته باشی.
توی این مقاله میخوایم خیلی ساده و خودمونی بگیم:
- نازل دقیقاً چیه
- چه بخشهایی داره
- سایزهای مختلفش چه فرقی دارن
- نازل 0.2، 0.4، 0.6 و 0.8 به چه درد میخورن
- مدلهایی مثل High Flow و TPU Hotend چی هستن
- و آخرش بفهمی برای کار خودت کدوم گزینه بهتره
نازل دقیقاً چیه و چه کاری انجام میده؟
به زبان خیلی ساده، نازل همون بخشی از پرینتره که فیلامنت رو ذوب میکنه و از نوکش بیرون میده تا چاپ انجام بشه.
یعنی اگر بخوای خیلی خلاصه بگیم، نازل وظیفه داره:
فیلامنت رو گرم کنه
اون رو آب کنه
مواد ذوبشده رو با دقت از نوک خودش خارج کنه
پس عملاً نازل همون قسمتیه که ماده اولیه رو تبدیل میکنه به لایههایی که مدل نهایی ازش ساخته میشه.
نازل فقط یک سوراخ کوچیک نیست!
خیلیها فکر میکنن نازل فقط همون نوک فلزی کوچیکه، ولی در واقع این بخش از چند قسمت مهم تشکیل شده که هر کدوم کار خودشون رو دارن. اگر این قسمتها رو بشناسی، بهتر میفهمی چرا بعضی وقتها چاپ خوب پیش میره و بعضی وقتها دستگاه گیر میکنه یا کیفیتش افت میکنه.
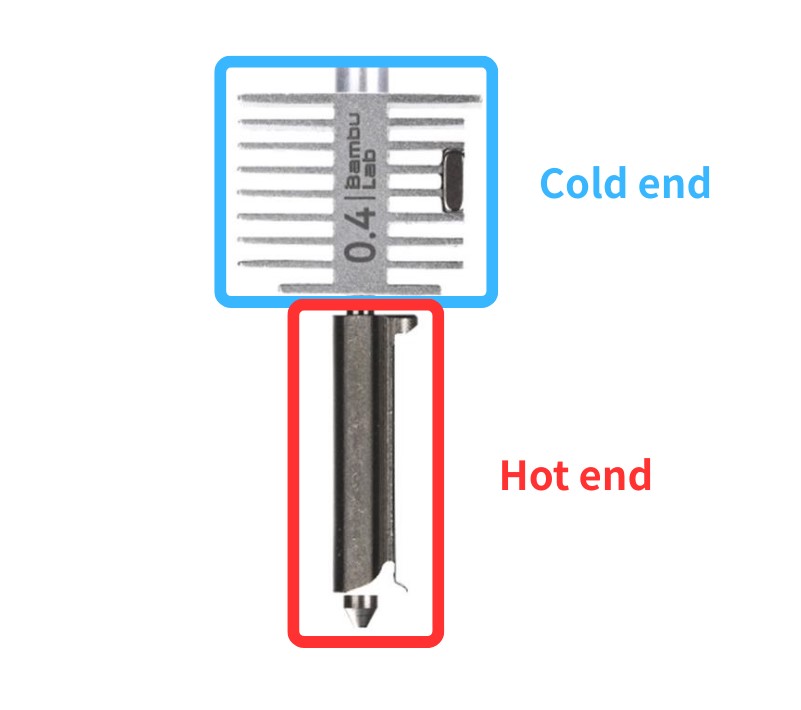
بخش سرد یا Cold End
این قسمت باید کاری کنه که فیلامنت تا قبل از رسیدن به محل ذوب، هنوز سفت بمونه.
چون اگر فیلامنت زودتر از موعد نرم بشه، ممکنه توی مسیر گیر کنه و باعث گرفتگی بشه.
برای همین معمولاً این قسمت یک فن هم داره که کمک میکنه گرما بالا نره.
بخش داغ یا Hot End
این همون قسمتیه که فیلامنت واقعاً توش ذوب میشه.
یعنی جایی که ماده جامد تبدیل میشه به پلاستیک نرم و آماده خروج از نازل.
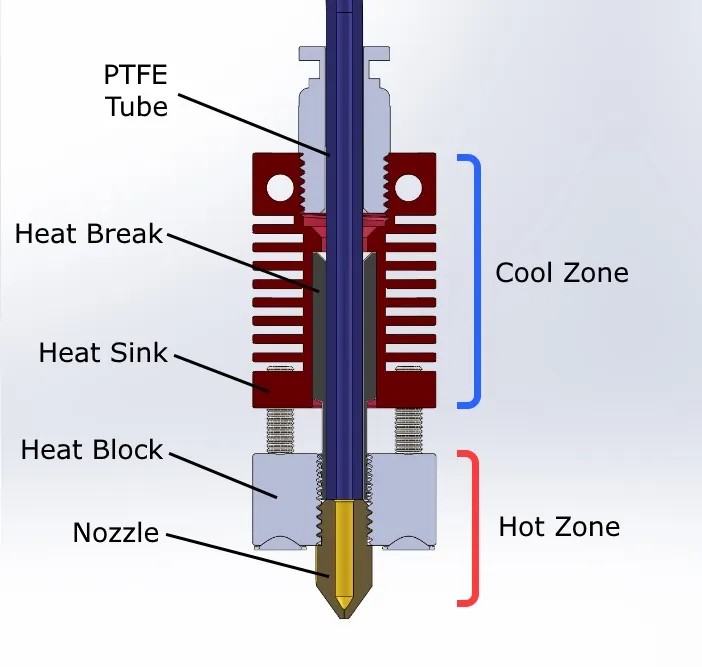
جداکننده حرارتی یا Thermal Break
بین بخش سرد و داغ، یک قطعه میانی هست که کمک میکنه گرما فقط همون پایین بمونه و بالا نره.
این قطعه خیلی مهمه، چون اگر گرما بیخودی به بالا منتقل بشه، فیلامنت زودتر نرم میشه و دستگاه بیشتر درگیر گرفتگی میشه.
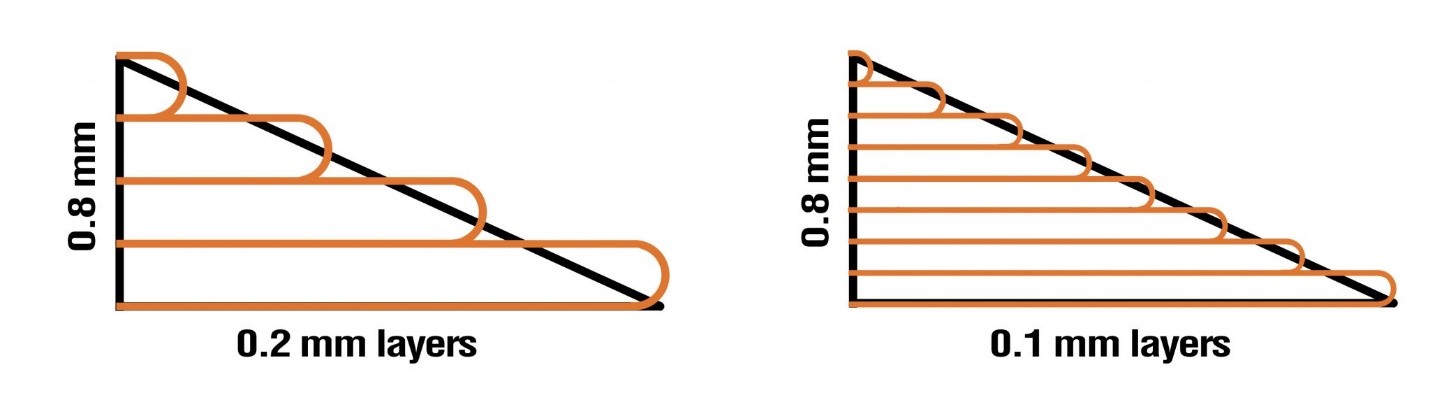
سایز نازل یعنی چی؟
وقتی میگن نازل 0.2 یا 0.4 یا 0.6، منظورشون قطر سوراخ نوک نازله.
یعنی همون جایی که مواد مذاب ازش بیرون میاد.
| قطر نازل | ویژگیها | کاربردهای اصلی | ارتفاع لایه | معایب احتمالی |
|---|---|---|---|---|
|
|
کوچکترین قطر. جزئیات فوقالعاده و وضوح بسیار بالا. سطحکاری عالی. پایینترین ارتفاع لایه برای بیشترین کیفیت. | چاپ جزئیات بسیار ظریف مانند مینیاتور، جواهرات یا نمونههای اولیه پیچیده با دقت بالا. | معمولاً ۰.۰۵ تا ۰.۱۲ میلیمتر (۲۵ تا ۶۰ درصد قطر نازل برای بهترین نتیجه). |
استحکام کاهش مییابد. خطوط نازک چسبندگی بین لایهها را کاهش میدهند.
سرعت پایین. تعداد زیاد لایهها بهرهوری را کاهش میدهد.
خطر گرفتگی بالا. به ناخالصیهای فیلامنت یا تغییرات قطر حساس است.
|
|
|
استاندارد جهانی. بهترین تعادل بین سرعت و جزئیات. بسیار همهکاره. با اکثر فیلامنتهای موجود در بازار سازگار. | چاپ چندمنظوره شامل محفظهها، براکتها، محصولات مصرفی و نمونههای اولیه. | ۰.۱ تا ۰.۳ میلیمتر (۲۵ تا ۷۵ درصد قطر نازل)، با ۰.۲ میلیمتر بهعنوان استاندارد. |
خطر متوسط گرفتگی با فیلامنتهای تقویتشده با الیاف. برای کاهش انسداد، قطرهای بزرگتر توصیه میشود.
|
|
|
نرخ جریان بالا. مقاوم در برابر گرفتگی. پیوند بهتر بین لایهها و استحکام قطعه. قطعات محکمتری تولید میکند. | نمونهسازی سریع، مدلهای بزرگ و قطعات کاربردی مانند جیگها، فیکسچرها یا قطعات خودرویی. | ۰.۱۵ تا ۰.۴۵ میلیمتر (۲۵ تا ۷۵ درصد قطر نازل)، با ۰.۳ تا ۰.۴ میلیمتر بهعنوان رایجترین. |
افت جزئیات. خطوط لایه و لبههای نرمتر قابل مشاهدهاند.
هزینه بالاتر. مصرف مواد بیشتر.
پلزنی ضعیفتر. اکستروژن ضخیم عملکرد روی سطوح اریب را تحت تأثیر قرار میدهد.
|
|
|
سرعت بسیار بالا. حداکثر نرخ جریان. کمترین زمان چاپ. ضخیمترین ارتفاع لایه برای سازههای مقاوم. | نمونههای اولیه در مقیاس بزرگ، اجزای سازهای و چاپهای حالت گلدان که نیاز به سرعت و دوام دارند. | ۰.۲ تا ۰.۶ میلیمتر (۲۵ تا ۷۵ درصد قطر نازل)، با ۰.۴ تا ۰.۵ میلیمتر بهعنوان معمول. |
دقت پایین. زبری سطح بالا و بافت آشکار.
برداشتن ساپورت دشوار. ساپورتهای ضخیم جایگذاری سنگینی روی سطح باقی میگذارند.
هزینه تولید بالا. مصرف مواد افزایش مییابد.
|
این عدد کوچیک خیلی مهمه، چون مستقیم روی این چیزها تاثیر میذاره:
- میزان جزئیات چاپ
- سرعت چاپ
- ضخامت خطوطی که پرینتر روی مدل میکشه
- و حتی تا حدی استحکام قطعه
قانون ساده انتخاب نازل
مسئله خیلی مهم تو انتخاب نازل اینه که شما یا جزئیات واستون مهمه و یا سرعت. هرچه قطر نازلتون پایین تر باشه به همون میزان جزئیات قطعه ای که پرینت میکنید بالاتر هست ولی مشکل بزرگی که داره زمان پرینتتون افزایش پیدا میکنه. ولی با نازل بزرگتر سرعت پرینت بالا هست ولی به همون میزان از جزئیات کاسته میشه.
پس:
نازل کوچیکتر = جزئیات بیشتر، سرعت کمتر
نازل بزرگتر = سرعت بیشتر، جزئیات کمتر
البته نکته خیلی مهم این هست که اگه محصولاتتون Curve های خاصی نداره و صرفا دیواره های صاف هست میتونید از نازل با سایز های بزرگتر استفاده کنید بدون اینکه از جزئیات کم بشه.
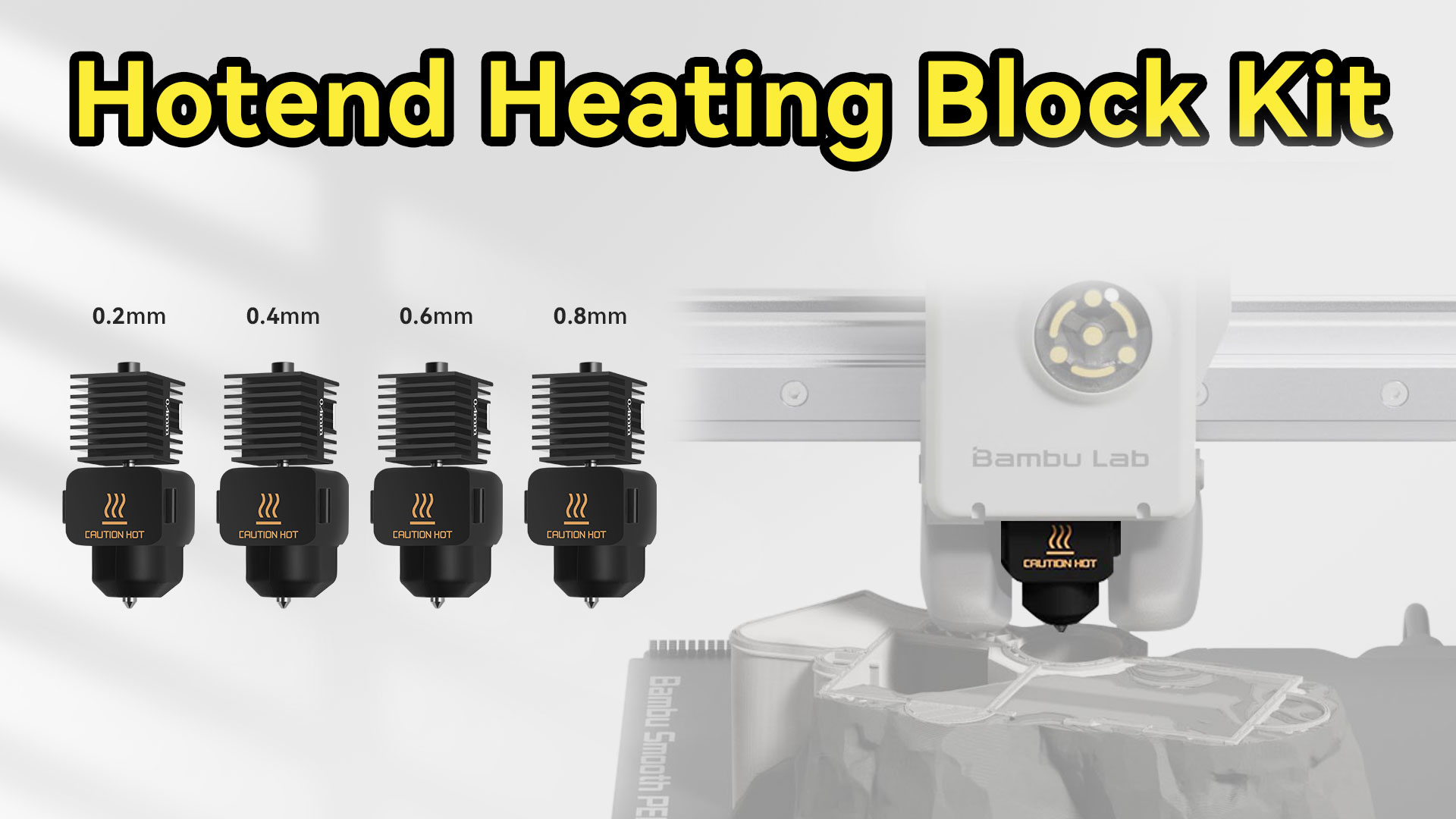
سایزهای رایج نازل و کاربرد هر کدوم
نازل 0.2 میلیمتری
این نازل برای وقتیه که جزئیات خیلی مهمه.
مثلاً اگر مدل تو نوشتههای ریز داره، یا طرح ظریف و دقیق داره، 0.2 میتونه خیلی بهتر از بقیه ظاهرش رو دربیاره.
مزایا:
- دقت بالا
- جزئیات بهتر
- مناسب برای مدلهای ریز و حساس
معایب:
- چاپ کندتر میشه
- زمان بیشتری میگیره
- برای چاپهای روزمره همیشه انتخاب خوبی نیست
- برخی از متریال های مهندسی قابلیت پرینت با این نازل رو ندارند.

نازل 0.4 میلیمتری
این همون سایزیه که معمولاً به عنوان سایز استاندارد شناخته میشه.
یعنی اگر ندونی کدوم رو انتخاب کنی، در بیشتر مواقع 0.4 بهترین و منطقیترین انتخابه.البته این سایز دیفالت روی دستگاه های پرینتر سه بعدی هم هست چرا؟چون هم کیفیت خوبی میده، هم سرعتش معقوله، هم برای بیشتر کارها جواب میده.
مناسب برای:
- استفاده روزمره
- چاپهای معمولی
- قطعات کاربردی
- مدلهایی که نه خیلی ظریفن، نه خیلی بزرگ
(لینک خرید نازل 0.4 سختکاری شده A1)
(لینک خرید نازل 0.4 سختکاری شده X1,P1)
نازل 0.6 میلیمتری
وقتی بری سراغ 0.6، چاپت سریعتر میشه چون مواد بیشتری از نازل رد میشن.
این یعنی برای قطعات کاربردی و مدلهایی که خیلی ریزهکاری ندارن، انتخاب خیلی خوبیه.
مزایا:
- چاپ سریعتر
- خروجی مواد بیشتر
- مناسب برای قطعات کاربردیتر
معایب:
- جزئیات کمتر از 0.4 و 0.2
- برای مدلهای خیلی ظریف گزینه ایدهآلی نیست
اگر سرعت برات مهمتر از ظرافت خیلی زیاد باشه، 0.6 ارزش فکر کردن داره.
(لینک خرید نازل 0.6 سختکاری شده A1)
(لینک خرید نازل 0.6 سختکاری شده X1,P1)
نازل 0.8 میلیمتری
این یکی بیشتر برای وقتیه که بخوای خیلی سریع چاپ کنی یا مدلهای بزرگ و حجیم بسازی.
اینجا دیگه تمرکز کمتر روی ظرافت و بیشتر روی سرعت و حجم کاره.
مناسب برای:
- قطعات بزرگ
- چاپ سریع
- نمونهسازی اولیه
- پروژههایی که ظاهر خیلی ظریف مهم نیست
0.8 برای سرعت و حجم خوبه، نه برای کارهای ریز و دقیق.
جنس نازلها چه فرقی میکنه؟
طبق اطلاعات بامبو لب، نازلها معمولاً از این جنسها هستن:
Stainless Steel یا استیل ضدزنگ
Hardened Steel یا فولاد سختکاریشده
اگر خیلی ساده بخوایم بگیم، فولاد سختکاریشده معمولاً مقاومتره و استیل ضدزنگ هم گزینه رایج و استانداردیه.
برای کاربر مبتدی، مهمتر از جنس، معمولاً اول اینه که بدونه چه سایزی لازم داره. بعد از اون میشه رفت سراغ جنس و نوع استفاده.
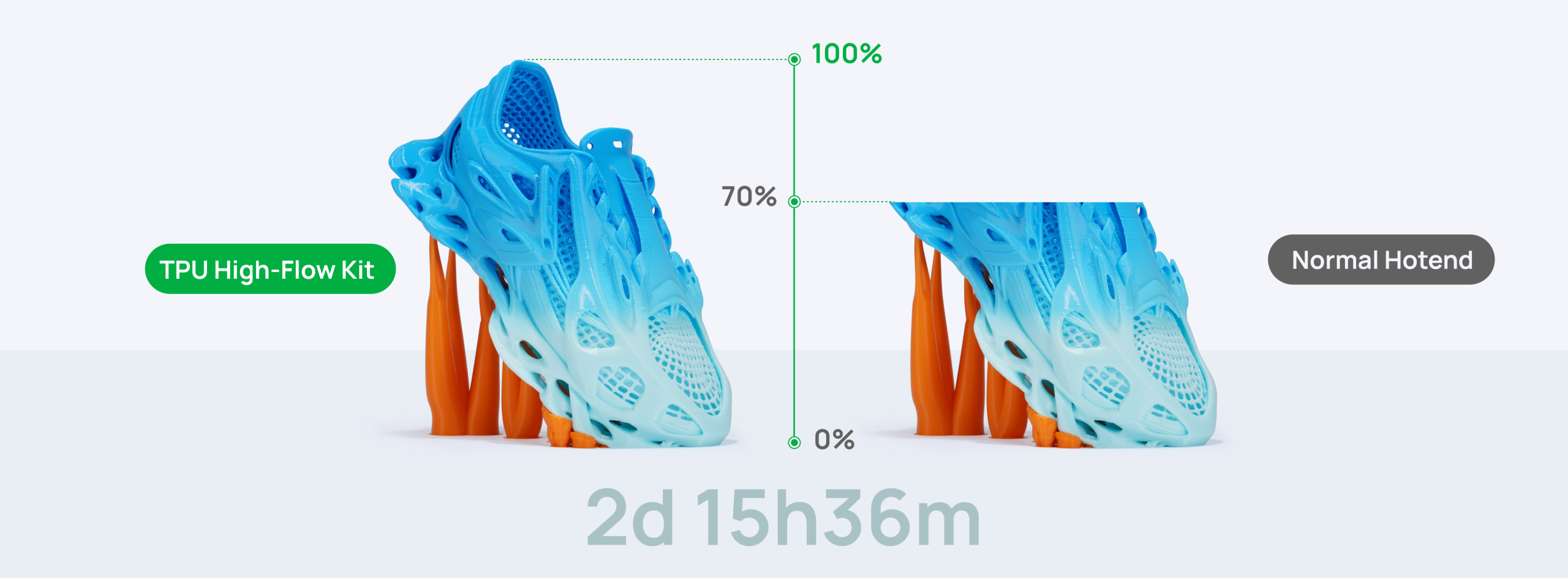
High Flow Nozzle یعنی چی؟
احتمالاً اسم High Flow رو زیاد میبینی و شاید اولش گیجکننده باشه.
خیلی ساده بخوایم بگیم:
High Flow یعنی نازلی که برای عبور مواد بیشتر در زمان کمتر طراحی شده.
یعنی چی؟یعنی فیلامنت داخلش بهتر و سریعتر ذوب میشه و نازل میتونه در مدت زمان کمتر، مواد بیشتری بیرون بده.

نتیجهاش چیه؟
سرعت چاپ بیشتر میشه
زمان کلی پروژه کمتر میشه
برای چاپهای سریع خیلی کاربردیه
این مدلها میتونن جریان مواد رو تا حد زیادی بالا ببرن و زمان چاپ رو هم کم کنن.
اگر حس میکنی چاپها خیلی طولانی میشن و دنبال سرعت بیشتری هستی، High Flow میتونه گزینه جذابی باشه.
TPU Hotend چیه و به چه درد میخوره؟
این مدل مخصوص فیلامنتهای نرم و انعطافپذیر مثل TPU طراحی شده.
اگر تا حالا با TPU کار کرده باشی یا دربارش شنیده باشی، میدونی که این جنس فیلامنت مثل PLA راحت نیست و چاپش معمولاً حساستره.
برای همین بامبو لب یک هاتاند مخصوص TPU معرفی کرده که کمک میکنه چاپ این نوع فیلامنت پایدارتر و مطمئنتر باشه.
ولی چند نکته خیلی مهم:
این مدل برای همهچیز نیست و محدودیت داره.
باید با کاور مخصوص TPU استفاده بشه
بعد از نصبش، کاتر پشتیبانی نمیشه
فقط برای فیلامنت نرم مناسبه
نباید با فیلامنت های سخت مثل PLA و PETG استفاده بشه
اگر چاپ TPU بخش مهمی از کارت هست، این مدل مفیده.
ولی اگر بیشتر PLA و PETG چاپ میکنی، این گزینه به درد استفاده روزمره نمیخوره.
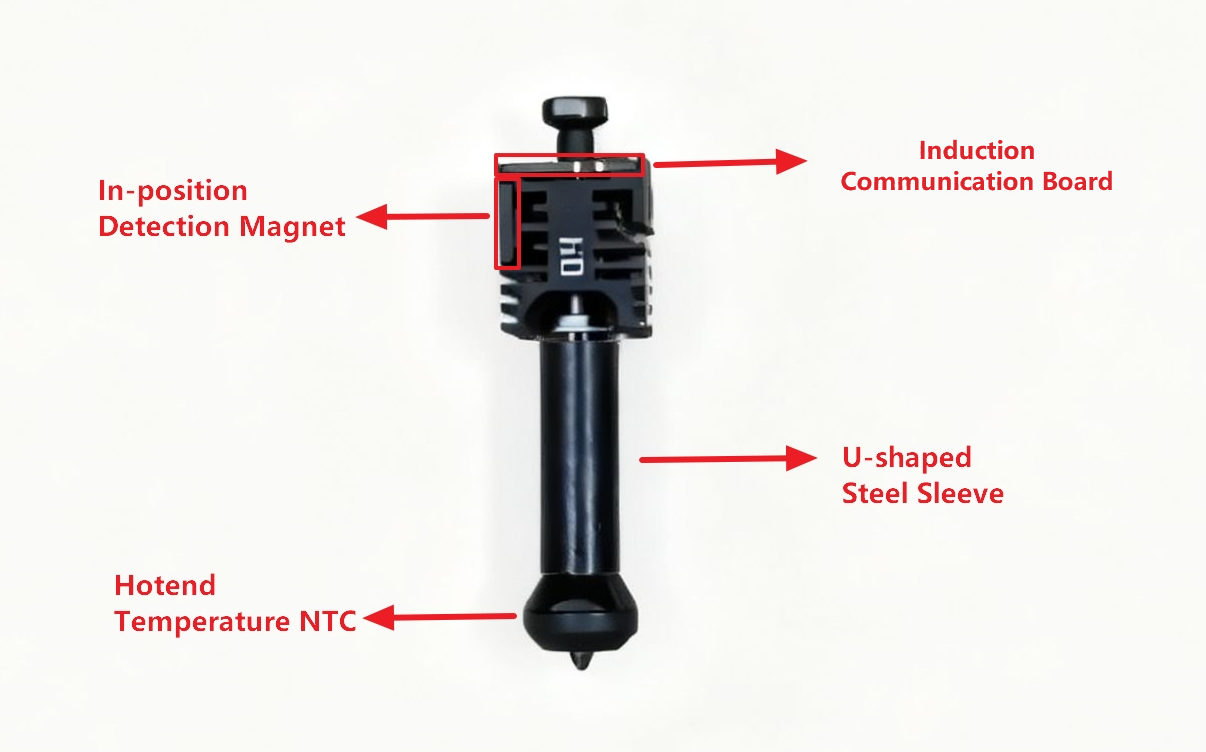
Vortek Induction Hotend چیه؟
این مدل بیشتر برای سرعت و راحتی در کار طراحی شده.
یکی از ویژگیهای جالبش اینه که خیلی سریع گرم میشه؛ مثلاً طبق اطلاعاتی که داده شده، میتونه در حدود 8 ثانیه به 220 درجه برسه.
چرا این مهمه؟
چون وقتی نازل سریعتر گرم بشه:
- زمان انتظار کمتر میشه
- تعویضها سریعتر انجام میشن
- مواد کمتری هدر میره
- و کل روند چاپ روانتر میشه
برای کاربر مبتدی شاید این مدل چیزی نباشه که از روز اول لازم داشته باشه، ولی خوبه بدونی چنین گزینهای هم توی اکوسیستم بامبو لب وجود داره.
تفاوت نازل در سریهای مختلف Bambu Lab
نازل در A1
در سری A1 طراحی طوریه که تعویض نازل راحتتر باشه.
یعنی اگر بخوای نازل رو عوض کنی، دردسر کمتری نسبت به بعضی مدلهای دیگه داری.
به طور پیشفرض هم معمولاً با نازل 0.4 استیل ضدزنگ عرضه میشه.
نازل در X1C و P1
در این سریها طراحی هاتاند به شکل یکپارچه انجام شده.
یعنی چند بخش با هم در یک مجموعه قرار گرفتن تا هم عملکرد پایدارتر باشه، هم تعویض راحتتر انجام بشه.
P1S معمولاً با 0.4 استیل ضدزنگ میاد
X1C معمولاً با 0.4 فولاد سخت کاری شده عرضه میشه
Nozzle Only یا Complete Hotend؟
برای بعضی مدلها، مخصوصاً سری X1/P1، معمولاً دو نوع خرید وجود داره:
Complete Hotend
یعنی یک مجموعه کامل میگیری که شامل: فن،ترمیستور،نازل هم هست.
این مدل بیشتر به درد کسی میخوره که میخواد سریع و بدون دردسر قطعه رو عوض کنه، بدون اینکه درگیر باز و بسته کردن جزئیات و جابهجایی تکتک قطعات بشه.
Nozzle Only
یعنی فقط خود بخش فلزی نازل رو میگیری.
این گزینه معمولاً ارزونتره، ولی باید بعضی قطعات قبلی رو منتقل کنی.

Silicone Sock چیه و چرا مهمه؟
اون روکش سیلیکونیای که دور هاتاند قرار میگیره، همون Silicone Sockهستش.
شاید در نگاه اول چیز خیلی مهمی به نظر نرسه، ولی اتفاقاً نقش مهمی داره:
- کمک میکنه دما پایدارتر بمونه
- جلوی هدر رفت گرما رو میگیره
- و باعث میشه فیلامنت کمتر به بدنه نازل بچسبه
- یعنی یک قطعه کوچیکه، ولی روی کیفیت چاپ و پایداری دما تأثیرش اصلاً کم نیست.
جمعبندی نهایی
نازل شاید قطعه کوچیکی به نظر بیاد، ولی یکی از مهمترین بخشهای پرینتر سهبعدیه.
هم کیفیت چاپ، هم سرعت، هم میزان جزئیات و حتی بعضی از دردسرهای رایج مثل گرفتگی، به نازل ربط پیدا میکنن.
اگر مبتدی هستی و هنوز دقیق نمیدونی چی میخوای، معمولاً نازل 0.4 امنترین و بهترین انتخابه.
بعداً وقتی بهتر فهمیدی بیشتر چه نوع چاپی انجام میدی، میتونی بری سراغ گزینههای تخصصیتر مثل 0.2 برای جزئیات یا High Flow برای سرعت.
مطالب مرتبط
دیدگاه ها