 پرینتر سه بعدی
پرینتر سه بعدی 








 کالاهای هوشمند
کالاهای هوشمند













 کالای دیجیتال
کالای دیجیتال

 خدمات
خدمات
 مرکز دانلود و آموزش
مرکز دانلود و آموزش

زمان مطالعه : 3 دقیقه
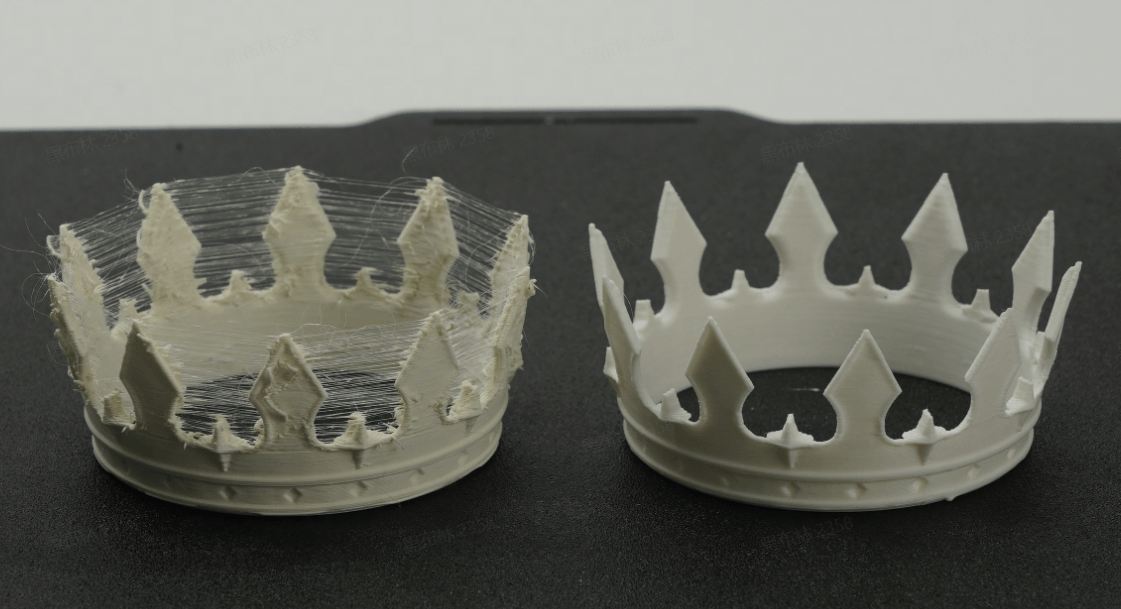
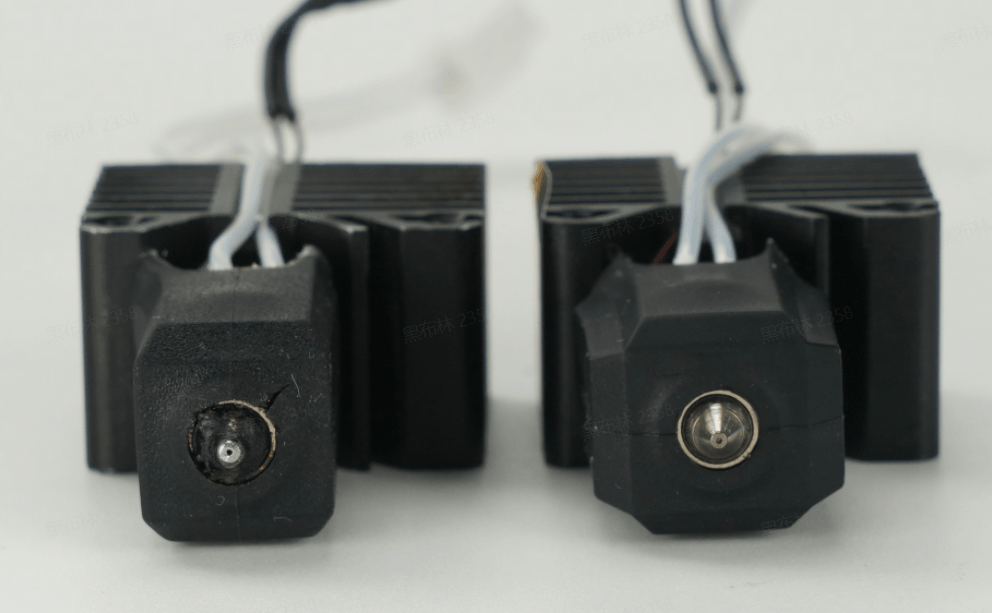
رشته رشته شدن در پرینت سه بعدی چرا رخ میدهد؟ عیب یابی و راه حل های آن
انتشار : 17.10.1404
آخرین بروزرسانی : 25.03.1405


دیدگاه ها
فروشگاه فراسیل فعال می باشد – ارسال سفارشات ۱تا۲ روز کاری
“تمامی محصولات سایت به روز می باشد “
علت: خروج بیش از حد مواد از نازل یا انبساط و جریان غیرعادی فیلامنت ذوب شده.
پیشنهاد میشود ابتدا فیلامنت را خشک کنید و بعد در یک محفظهی دربسته همراه با رطوبتگیر نگهداری و استفاده کنید.
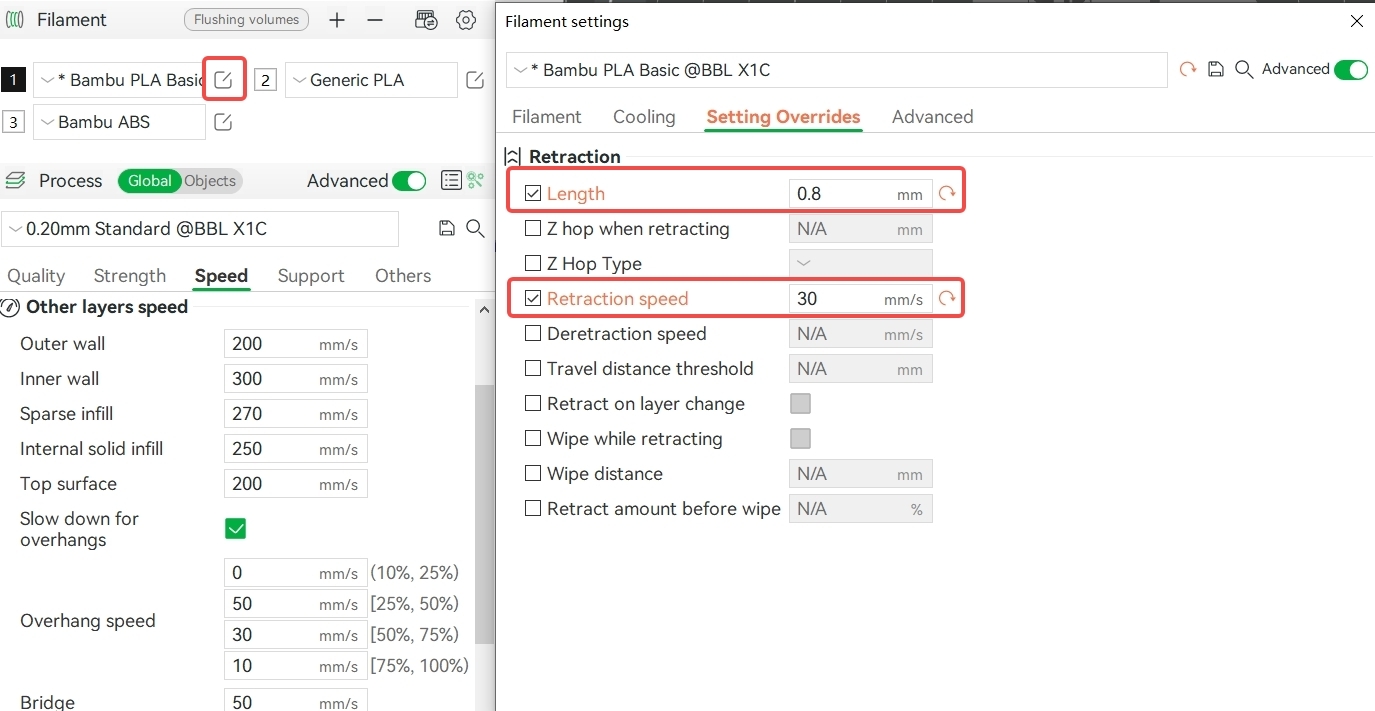
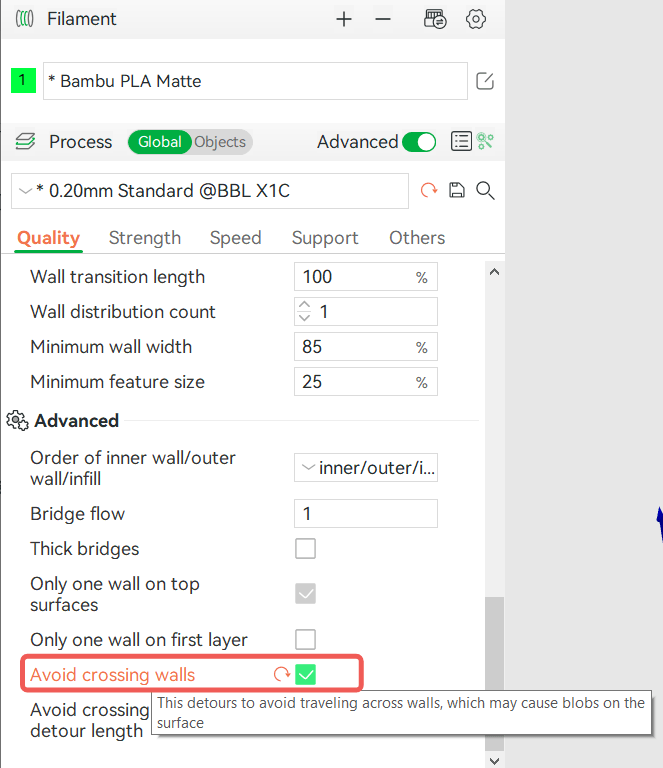
اگر فاصلهی حرکت زیاد باشد و مقدار رترکشن (retraction) کم تنظیم شده باشد، هنگام حرکت هد، مواد از نازل بیرون میزند.
وقتی چند مدل را همزمان چاپ میکنید:
نکته: اگر طول رترکشن خیلی زیاد شود، ممکن است باعث گرفتگی شود. معمولاً توصیه میشود طول رترکشن بیشتر از ۲ میلیمتر نباشد.
وقتی یک مدل بخش های جدا از هم زیاد داشته باشد یا فاصله ی بین مدل ها زیاد باشد، چاپگر مجبور می شود مسافت های طولانی بدون چاپ حرکت کند. در این حالت فیلامنت ذوب شده هنگام حرکت می چکد و باعث عیب هایی مثل رشته رشته شدن و تراوش می شود.
راه حل ها:
اگر دمای نازل زیاد باشد، غلظت مواد مذاب کمتر می شود و شره می کند.
راه حل: دمای نازل را به صورت کنترل شده کمی کاهش دهید.
در این نوع فیلامنتها اگر دمای چاپ یا نسبت Flow درست تنظیم نشود، رشته رشته شدن بیشتر میشود.
پیشنهاد:
چون در LW-PLA حفرهها و یا رطوبت بیشتری داخل ماده وجود دارد و حین چاپ گاز تولید می شود؛ این موضوع باعث انبساط زیاد مواد مذاب می شود. بنابراین بهتر است قبل از چاپ فیلامنت را خشک کنید و هنگام اسلایس، Flow پایین تری انتخاب کنید.
اگر قطر نازل بزرگ باشد، حجم بیشتری از مواد از نازل خارج میشود و احتمال تراوش و ریسمانکشی بالا میرود.
حالتهای رایج:
من یک نویسنده علاقهمند به فناوری هستم که با تمرکز بر دنیای پرینترهای سهبعدی و گجتهای هوشمند، سعی میکنم مطالب کاربردی و بهروز را در وبلاگ به اشتراک بگذارم. هدفم این است که با زبانی ساده و قابلفهم، پیچیدهترین مفاهیم فنی را برای علاقهمندان و کاربران تازهکار قابلدسترس کنم.